Current Lead Times: In Stock Engines Ship Same or Next Day - Out of Stock: 1-3 Weeks on Most Long Block Engines; 3-5 Days on Heads – *call us for more exact lead times for your specific build






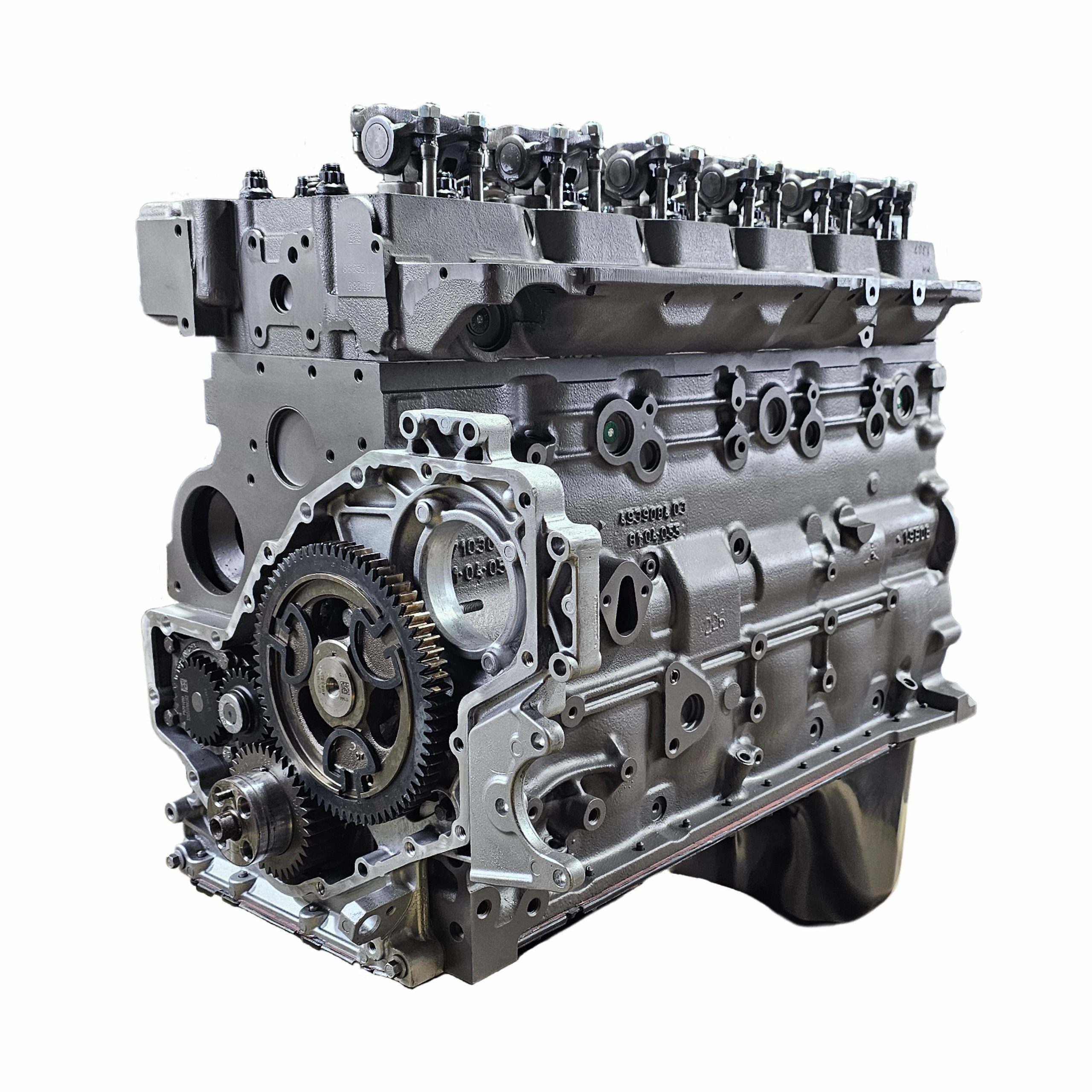



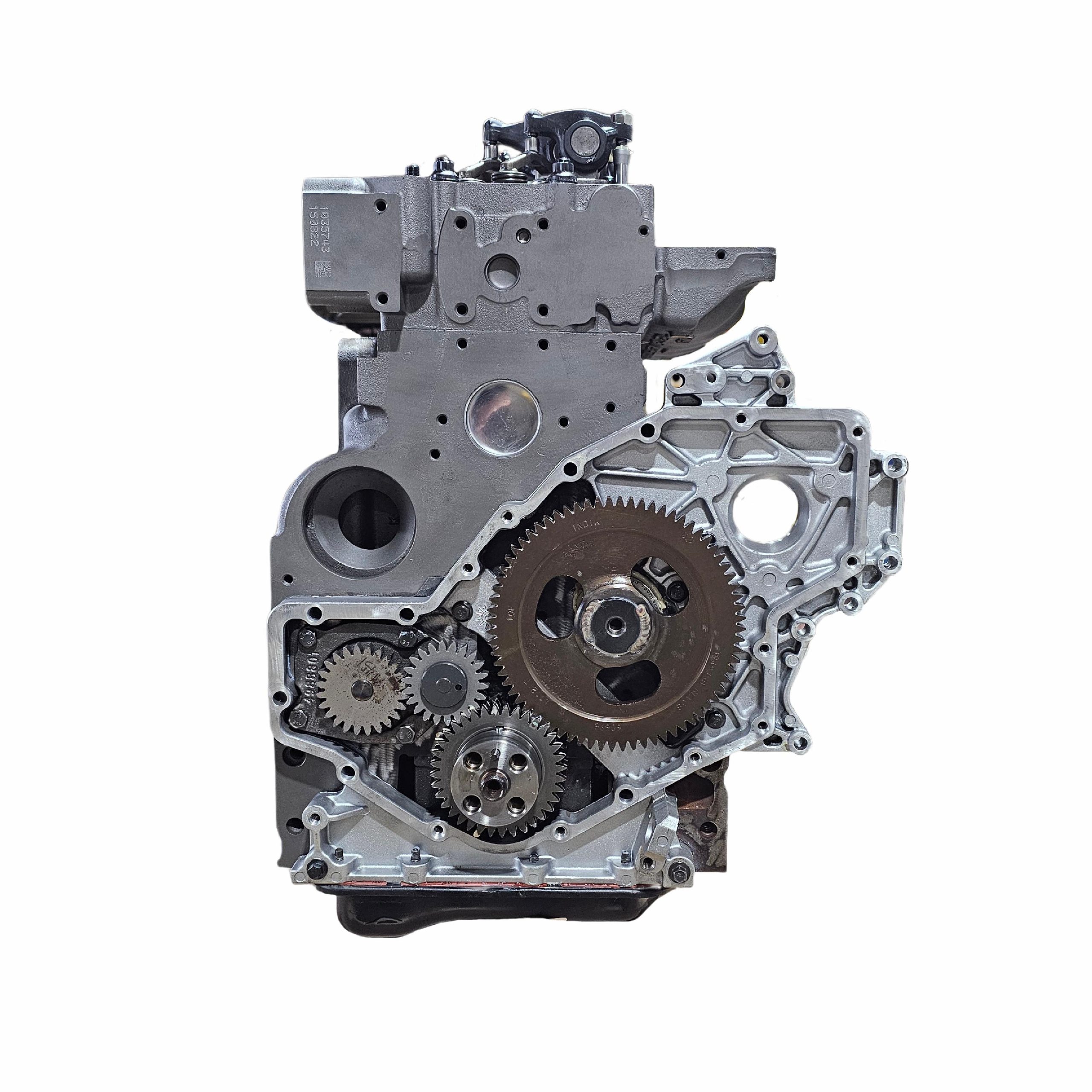
CHOATE 6.7L Cummins WorkHorse 2019-2024 Engine – Dodge/Ram Cummins Diesel Engine Manufacturer: CHOATE Engineering Performance CHOATE Part Number: CEP67CLW
The 2019+ Cummins: Known Issues, Proven Fixes
The 2019 and newer Cummins engines have become infamous among diesel owners—widely considered the “dark ages” of the platform due to significant reliability issues. From camshaft failures to weakened engine blocks, these trucks haven’t lived up to the legacy Cummins is known for.
That’s why at Choate Engineering Performance, we don’t just repair—we completely overhaul and restore the durability you expect. After extensive R&D, we determined the best solution is to retrofit the entire engine back to the reliable 2018 platform.
We replace the problematic lightweight 2019+ block (which is 75 lbs lighter due to material being removed from critical areas) with the solid cast iron block used in 2018 models—a major step in restoring strength and longevity.
Instead of using the roller lifters and matching camshaft found in 2019+ models, we install the more proven flat tappet lifters and 2018 camshaft. This, along with other trusted 2018 parts, ensures your build holds up like the Cummins name should.
 2018 Cast Iron Block – No more thin, lightweight block from 2019+ Flat Tappet Lifters – Replacing roller lifters that commonly fail 2018 Camshaft – Better reliability and wear resistance Critical Material Restored – No weakened components from weight cuts 2019+ Parts Only Used for Fitment – Everything else retrofitted for strength Proven R&D – Backed by hours of testing and discussion (watch full breakdown in the podcast below)
2018 Cast Iron Block – No more thin, lightweight block from 2019+ Flat Tappet Lifters – Replacing roller lifters that commonly fail 2018 Camshaft – Better reliability and wear resistance Critical Material Restored – No weakened components from weight cuts 2019+ Parts Only Used for Fitment – Everything else retrofitted for strength Proven R&D – Backed by hours of testing and discussion (watch full breakdown in the podcast below)Choate Engineering Performance restores the power and trust you’ve always counted on—the right way.
Click here to jump to the part about the 2019.
This 6.7L Cummins WorkHorse 2019-2024 Engine Includes:
Upgrades over the Daily Driver include but are not limited to:
Common Issues With The Cummins 6.7L Block and Heads (and how we fix them)
Cylinder Heads- While there aren’t as many issues with the bottom end of the Cummins, there are really BIG problems in the head department.
Valve seats fallout contacting the piston and cause catastrophic failure. We machine oversize valve seats within creased press fit area to remedy this issue.
Stamped gallery plugs in the heads blow out causing a mixture of oil and coolant, destroying the bearings. We thread the head and insert threaded plugs to make sure this issue never rears its ugly head.
Plus: Freeze plugs in the block blow out leaving you at best stranded on the side of the road, at worst, with a severely overheated engine in need of remanufacturing. Every new Choate Cummins engine comes standard with billet freeze plugs that are blow out proof using a tie bar bolting them into the side of the block.